.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
Il dispositivo di sicurezza MCS + DSP LASER AP è un sistema che da solo contribuisce alla
protezione dell'operatore nell’utilizzo di presse piegatrici per la lavorazione a freddo dei metalli ed
è costituto da:
MCS e DSP LASER AP è il risultato di oltre trent’anni di esperienza che Nuova Elettronica Pasqui ha
acquisito nel campo della sicurezza per presse piegatrici.
Questo sistema combina il rispetto delle norme vigenti con la praticità di installazione,
la semplicità di utilizzo, la velocità del ciclo di piega in un incredibile rapporto tra qualità-performance e costo.
MCS è nel mercato dal 2012 ed ha il compito di controllare tutta la sicurezza della pressa piegatrice tramite la programmazione, effettuabile semplicemente tramite PC o a bordo macchina, di oltre venti parametri.
Nella versione standard, MCS permette di ridurre a 2mm il punto di cambio velocità, mentre oggi con la versione MCS ZERO questo spazio diventa nullo! Il tempo risparmiato con un DSP LASER AP rispetto ad un sistema convenzionale è di circa 1,2 secondi per ogni piega, che con un utilizzo medio della macchina permette di risparmiare UN MESE DI LAVORO OGNI ANNO!
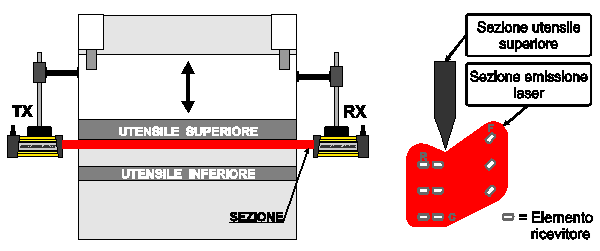
Il trasmettitore genera l’emissione di una luce laser visibile modulata che incidendo sul ricevitore crea una zona di rilevamento (figura 1) e fa sì che questo attivi il passaggio allo stato ON dei due OSSD. Si sottolinea che l’attivazione del ricevitore è resa possibile solo dall’emissione generata dal trasmettitore a cui è elettricamente connesso.
Non in tutte le fasi del ciclo della macchina o nei diversi modi di funzionamento tutti i ricevitori sono necessariamente abilitati a rilevare un oggetto che penetra la zona di rilevamento. Perché l’oggetto sia rilevato è necessario che questo interrompa i raggi laser che illuminano almeno uno dei sensori abilitati. La rilevazione dell’oggetto determina l’intervento del dispositivo che deve portare all’arresto della corsa della macchina o l’attivazione di un’azione prevista dal ciclo di funzionamento, come l’inibizione di una parte di sensori nel caso di Blanking
Il piano orizzontale di protezione è posizionato dall’apice dell’utensile a una distanza di sicurezza pari allo spazio di arresto massimo consentito per l’utilizzo in sicurezza della pressa con il dispositivo DSP LASER AP + 5mm. I valori massimi consentiti, come in seguito descritto, sono tre: 14mm, 18mm e 24mm. Con l’utilizzo del dispositivo DSP LASER APLD i valori massimi consenti sono 14mm e 18mm.
E’ evidente che la zona di sicurezza anticipa il movimento dell’utensile superiore di uno spazio tale che permette all’utensile di essere arrestato senza che possa schiacciare qualsiasi oggetto opaco dovesse trovarsi tra di esso e l’utensile inferiore.
L’oggetto che dovesse trovarsi sotto la zona di protezione, una volta che la penetrasse, dovrà provocare il comando di arresto della macchina, che si arresterà proprio in uno spazio denominato “spazio di arresto della macchina”.
Siccome il comando di arresto è stato dato a una distanza pari a “spazio di arresto massimo consentito”+ 5mm, l’utensile ha terminato la sua corsa a una distanza = SA massimo consentito – SA macchina + 5mm, evidentemente senza nemmeno sfiorare l’oggetto.
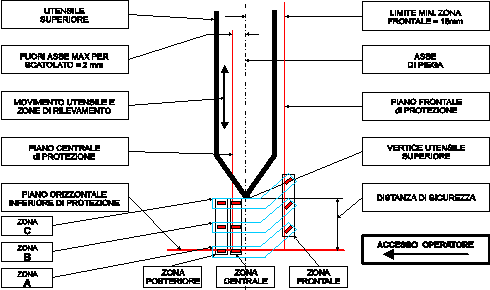
Per quanto concerne la funzione di Blanking, utilizzata per la piega di scatole, la zona di rilevamento è suddivisa in tre differenti zone, che sono: una zona frontale (verso l’operatore) una zona centrale (sotto il vertice dell’utensile superiore leggermente spostata verso la parte posteriore della pressa) e una zona posteriore (verso il retro della pressa).
Alimentazione
24Vdc +/- 10% su MCS
Inputs e Outputs
Sezioni cavi consigliate
TX 4x0,75 - RX 6x1 – MCS fino a 1 e 2,5
Consumo
24Vdc +/- 10% su MCS
Classificazione laser
classe 1 M
Dimensioni del fascio laser all’uscita del TX
Figura geometrica complessa contenuta in un rettangolo di XXX
Distanza massima di funzionamento
15 m in atmosfera standard e assoluta assenza di pulviscolo:
Distanza di funzionamento consigliata
0,5 ÷ 8 metri in normale ambiente industriale
Divergenza del fascio
< 0,1 mrad
Sorgente luminosa
laser visibile 650nm
Tempo di risposta
MCS 2,5 ms – DSP AP 5 ms
Grado di protezione degli involucri
Trasmettitore e Ricevitore: IP 65
MCS: IP 20
Ingombri
TX e RX (escluso passacavo e cavo): 192 mm x 128 mm x 81 mm
MCS: 284mm x 203mm x 84mm
Capacità di rilevamento della zona centrale e frontale
>10mm
Massa
TX (con passacavo ma escluso cavo ext.): circa 1300 g
RX (con passacavo ma escluso cavo ext.): circa 1600 g
MCS: circa 2000 g
Massima Lunghezza standard dei cavi di collegamento di TX e RX al quadro elettrico
20m
Temperatura di funzionamento
da 0°C a 50°C

La miglior soluzione per macchine lunghe: raccomandato per presse piegatrici più lunghe di 8m.

Versione speciale per chi desidera le migliori performance. In questo caso il dispositivo permette un cambio velocità a 0 mm massimizzando la produttività

Versione per presse piegatrici con qualsiasi dispositivo di protezione frontale

Versione standard per presse piegatrici elettriche

Versione per presse piegatrici in configurazione TANDEM. In questo caso puoi decidere di utilizzare le presse piegatrici in modo indipendente l'una dall'altra o in tandem, semplicemente alzando i bracci meccanici interni.

Versione speciale per presse piegatrici ibride con sistema Hoerbiger